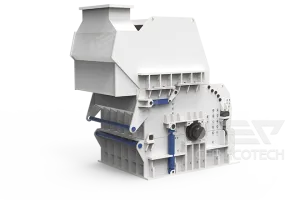
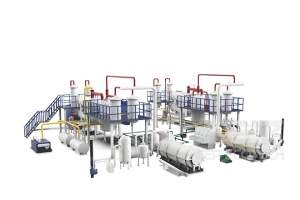
The intelligent building type hazardous waste crushing system is a new type of hazardous waste crushing equipment developed by GEP for the characteristics of hazardous waste such as toxicity, corrosiveness, flammability, reactivity, and infectivity. It integrates the fully automatic lifting feeding system, feeding system, feeding system, crushing system, discharging system, fire protection system, overhaul and maintenance system and intelligent monitoring system, with integrated design and complete functions. It is suitable for IBC ton barrels, 200L oil barrels, paint barrels, paint barrels, chemical drums, chemical woven bags, sludge plastic bags, industrial oilcloth, oil field waste, industrial slurry residue, core oil filters, spray The resource utilization of hazardous waste such as medical waste and its packaging containers.

At present, there are also many crushing equipment specifically designed for the flammable and explosive characteristics of hazardous waste on the market. Why is GEP's intelligent building type hazardous waste crushing system safer and more reliable? This is thanks to its relatively complete fire protection system and automated intelligent monitoring system.
Fire protection system
The fire protection system of the intelligent building type hazardous waste crushing system consists of a carbon dioxide fire extinguishing system, a nitrogen protection system, and a safety pressure relief system. Among them, the carbon dioxide fire extinguishing system strictly complies with the GB16669 "General Technical Conditions for Carbon Dioxide Fire Extinguishing Systems and Components" standard, and has the characteristics of complete functions, reliable performance, beautiful appearance, convenient operation and maintenance, and accurate design parameters.
When a fire occurs in the protective zone, both the smoke detector and the temperature detector emit a fire signal, and the alarm and fire extinguishing controller emits sound and light alarm signals. At the same time, a linkage command is issued to shut down the interlocking equipment; After a period of delay, a fire extinguishing command is issued, and the electromagnetic cylinder head valve is opened to release the starting gas. The starting gas opens the corresponding selection valve and cylinder head valve through the starting pipeline to release the fire extinguishing agent and implement the fire extinguishing.
The nitrogen protection system provides protection by regularly injecting nitrogen (inert gas) into the sealed compartments and crushing chambers of hazardous waste buildings to reduce the oxygen concentration in these areas. The nitrogen production unit is a core component of the nitrogen protection system. Based on the PSA pressure swing adsorption principle, it utilizes the unique performance of carbon molecular sieves to separate cheap nitrogen from the air. It has significant characteristics such as simple process, compact structure, small footprint, safety and reliability, easy operation, on-demand use, low nitrogen production cost, low power consumption, adjustable nitrogen purity, and high gas production pressure, It is an ideal air separation equipment that uses air as the raw material to produce nitrogen.
The safety relief system is a limiting and controlling safety facility. When the pressure of the pressurized equipment reaches the set value, the safety valve automatically opens for pressure relief and discharge, and the pressure is released through the bursting disc through the relief barrel; When the pressure drops below the set value, the safety valve automatically closes. The gas dynamic sound generated by the relief discharge of the safety valve has an alarm effect.

Intelligent monitoring system
The intelligent building type hazardous waste crushing system has a complete intelligent monitoring system, including an online monitoring system for oxygen content and a PLC control system. The oxygen content online monitoring system can analyze the oxygen content in the sealed chamber and crushing chamber according to requirements. The PLC control system constantly monitors the nitrogen pressure, oxygen content, and the operation status of subsystems such as the fire protection system, crushing system, and lifting feeding system, and automatically runs the entire system based on comprehensive information.
GEP's intelligent building type hazardous waste crushing system ensures the safe and reliable crushing treatment of hazardous waste with its complete fire protection system and intelligent monitoring system. At the same time, its automated design greatly improves production efficiency, reduces manual operating costs, and provides strong technical support for the resource utilization of hazardous waste.